
AFM introducerades som en teknik med kontaktläge, där AFM-cantileverens kvasistatiska avböjningar som orsakas av växelverkan mellan spets och prov användes för en återkopplingsstyrd avbildning av ytor. AFM-spetsens engagemang följs upp genom att den rasteras över en provyta på ett sådant sätt att kraften mellan spetsen och provet hålls på en inställd nivå genom att justera den vertikala provpositionen (eller AFM-spetsen). På detta sätt svänger en piezoelektrisk skanner AFM-spetsen exakt längs ytprofilen.
I den fortsatta AFM-utvecklingen infördes oscillerande lägen, delvis för att undvika skjuvande provdeformation i kontaktläge. I dessa lägen används ett piezoelement som är placerat nära AFM-sonden för att excitera AFM-klyftans svängning vid dess resonansfrekvens. När den oscillerande AFM-sonden närmar sig ett prov och kommer i intermittent kontakt med det förändras oscillationsparametrarna, t.ex. amplitud, frekvens, fas och kvalitetsfaktorer. Amplitudmodulering och frekvensmodulering, där amplituden respektive frekvensen (fasen) för AFM-cantileveren väljs för återkoppling under skanning, är de viktigaste AFM-oscillatoriska lägena.
Kontakt- och oscillatoriska lägena har ett stort antal besläktade tekniker som har utvecklats som svar på olika karaktäriseringsbehov. Förutom ytbildframställning som utförs i kontakt- och oscillerande lägen finns det spektroskopiska lägen som baseras på mätningar av avböjning, amplitud eller fasförändringar när AFM-sonden närmar sig ett prov och drar sig tillbaka från det. Dessa kurvor (ofta kallade ”kraftkurvor”) kan mätas på en viss plats eller när de erhålls på flera platser kan de kombineras till kartor (även kallade ”kraftvolym”).
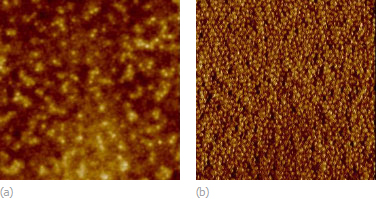 Figur 1. Höjd- (a) och fasbilder (b) av en film av en blockcopolymer (polystyren-block-poly-4-vinylpyridin) som erhållits i Tapping Mode med hjälp av NSC16-prober (nu uppgraderad till HQ:NSC16). Skanningsstorlek 500 nm. Bilden är en artighet av Dr. Sergei Magonov.
Figur 1. Höjd- (a) och fasbilder (b) av en film av en blockcopolymer (polystyren-block-poly-4-vinylpyridin) som erhållits i Tapping Mode med hjälp av NSC16-prober (nu uppgraderad till HQ:NSC16). Skanningsstorlek 500 nm. Bilden är en artighet av Dr. Sergei Magonov.
I början tillverkades AFM-sonderna genom att limma fast en diamantskärva på en AFM-cantilever som skurits ut ur en metallfolie eller genom att avsmalna en Fe-, Ni- eller W-tråd. Denna omständliga förberedelse har senare ersatts av serietillverkning av AFM-sonder med hjälp av halvledarteknik. I de första kommersiella AFM-sonderna bestod AFM-cantileveren och AFM-spetsen av en tunn Si3N4-film på ett glassubstrat. AFM-spetsen har en fyrkantig pyramidform med en nominell krökningsradie vid AFM-spetsens spets ~ 20 nm. Enligt prepareringstekniken kan dessa AFM-sonder göras tunna, vilket definierar relativt små fjäderkonstanter i intervallet 0,01-0,6 N/m. Dessa AFM-prober används regelbundet för avbildning i kontaktläge och tillämpas på mjuka prover.
AFM-spetsens form och radie vid spetsen är viktiga parametrar som definierar användningsområdet och sondens kvalitet. Stora ytkorrugeringar begränsar den laterala bildupplösningen avsevärt och gör att AFM-spetsens form kommer in i bilden. För avbildning av strukturer med kritiska dimensioner, t.ex. djupa och smala rännor, bör man använda speciellt etsade AFM-sonder (t.ex. med FIB-teknik) eller sådana som är tillverkade av kolnanorör eller Hi’Res-C-spikar. Högupplöst avbildning av platta prover beror främst på AFM-spetsens spets.
Monolitiska AFM-sonder av kisel, som är etsade från en kiselskiva, är mest lämpliga för AFM-studier i omgivning och vakuum. Deras AFM-kantilber har en rektangulär form med följande parametrar: bredd – 30 – 60 µm, längd – 100 – 400 µm, tjocklek 1 – 8 µm. Fjäderkonstanter hos kommersiella AFM-prober varierar mellan 0,1 N/m och 600 N/m. Typiska dimensioner för Si AFM-spetsar är: höjd 8 – 20 µm, öppningsvinkel ca 30 – 40 grader, spetsradie 10 nm. De har en pyramidform som i idealfallet bör vara triangulär nära spetsen.
Si AFM-spetsar är skarpare än Si3N4-spetsar, men de har begränsningar i styvhet när det är av intresse att avbilda mjuka prover. En lämplig lösning för högupplöst avbildning av sådana objekt kan erhållas genom att tillverka AFM-hybridsonder som består av Si3N4 AFM-kantilber och Si AFM-spetsar. Tyvärr är sådana AFM-sonder sällsynta.
Förutom skarpa AFM-sonder, som används för högupplöst avbildning, finns det ibland ett behov av AFM-sonder med stora toppdimensioner. AFM-sonder med rundad spetsform med en diameter i intervallet 50-100 nm är efterfrågade för nanomekaniska mätningar och även för avbildning med lågt slitage.
Karakterisering av AFM-sonder är en ganska viktig fråga eftersom variationer i AFM-spetsens form och spetsstorlek inte är ovanliga. Det finns direkta och indirekta sätt att karaktärisera AFM-sonderna. Skanningselektronmikroskopi (SEM) och transmissionselektronmikroskopi (TEM) ger en direkt visualisering av AFM-spetsens form och toppens dimensioner. Det indirekta experimentella förfarandet bygger på avbildning av speciella teststrukturer, t.ex. nanoporös Al. Analysen av de bilder som erhålls på sådana testprover hjälper till att bestämma spetsens form och dess toppstorlek. Testproverna bör användas med yttersta försiktighet genom att utvärderingen av sonden utförs med låg kraft för att undvika skador på spetsen.
Al-beläggning på baksidan förbättrar reflektionen av laserstrålen. I vissa fall offrar en forskare reflektiviteten för att undvika en eventuell böjning av cantileveren vid experiment vid olika temperaturer. Det finns också en chans att beläggningen av cantileverens baksida tillför ytterligare material till sondens spets, vilket gör den mattare.
För mätningar av elektriska eller magnetiska egenskaper hos prover spelar AFM-cantileverbeläggningarna en mycket viktig roll. Dessa studier kräver belagda sonder med olika styvhet och med spetsar av olika storlek. Si AFM-proberna i vår katalog kan köpas med ett antal beläggningar.
Fortsatt läsning
Kontaktläge
Kontaktlöst läge
Kontaktlöst läge
Tappläge